发布时间:2021-10-20
为了解决换热器设备的腐蚀性问题,采用较多的方法就是使用具有极好的抗腐蚀作用的材料,但这样必然会导致设备资金投入量的增加,为了在不大量增加资金投入的同时,又能获取良好的防腐效果,可以通过表面处理的方法来实现。现阶段,在我国应用较多的表面处理防腐蚀技术为涂覆有机涂层防腐与镍磷镀防腐。
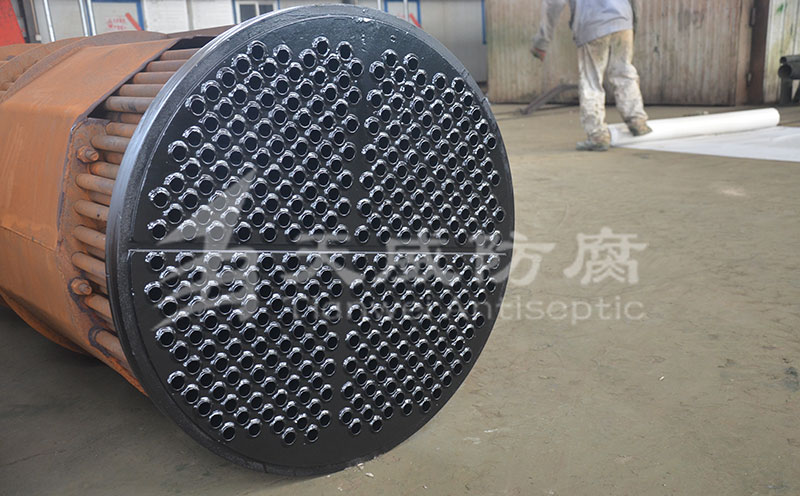
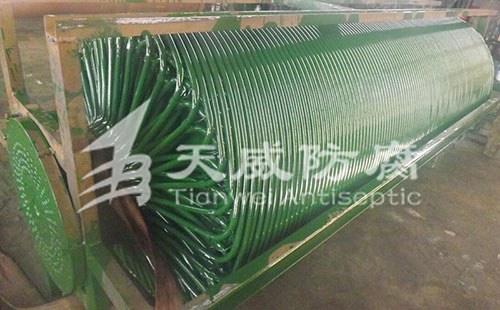
当温度较低时如果系统中存在具有腐蚀性的介质,比如:硫化氢和氯化氢,初始时以气体的状态存在,如果温度降低,则被冷凝为液体,这部分液体具有极强的腐蚀性作用。当设备的母材选取普通碳钢时,必然会对设备造成严重的形态相对均匀的大面积腐蚀,还可能会发生晶间腐蚀或者应力腐蚀等现象。上世纪七十年代,我国从德国公司引入换热器表面涂覆技术开始,一直到现在,经过几十年的发展,我国的换热器已经成功应用了多个品种涂料来对空冷器设备发挥妥善的防腐蚀作用。有些材料尽管具有极好的防腐蚀效果但是寿命较短,不能够起到长时间的防腐作用,所以这类材料在空气冷却器中的应用并不多。涂料采用空气冷却器内部的循环方式来进行涂覆,按照確定的工艺顺序进行涂覆工作。底漆与面漆共有6层到8层,总厚度尺寸约为200um~250um之间。采用有机涂层进行涂覆以后,空气冷却器通常可以极好的阻隔污垢,抵御腐蚀作用的能力强,附着力较大。具有稳定的传热效果,应用防腐涂层以后,空气冷却器的使用寿命得到了显著地提高。传热性能的稳定程度更高,应用镍磷镀涂层以后,空气冷却器的使用寿命得到了显著地提高。就低温部分的油气来说,应用有机涂层进行防腐是一个相对合理的防腐蚀措施。结合我国国内的石化单位多年的运行经验进行分析,涂层防腐效果的重要影响因素之一就是施工的质量。必须满足对涂层厚度的要求,使其固化良好,将有机涂层与阳极组合起来,形成联合保护,更好的发挥防腐效果。
石化空气冷却器早就应用了化学镀镍磷镀的防腐蚀方法,但是基于设备内部结构的原因,不能够运用传统的工艺,在技术和施工上的难度加大,不能采用传统的工艺,在技术层面上和工艺层面上均有较大的难度。技术人员进过反复的调研和长期的实验,解决了镀层均匀程度不高的问题,同时可以在电镀操作的过程中进行排气、排液和排查,可以在封闭的系统内部采用循环镀的工艺。上世纪以来,我国的多个空冷器均采用这种工艺,在设备上电镀镍磷镀。镀层厚度控制在30um~50um的范围之内。镍磷镀技术与其他防腐涂层技术相比較,具有明显的优势,主要在于第一,具有极好的耐温性能,运行温度约为380℃,可以长期在240℃的条件下正常运行。第二,镀层的硬度数值较高,抵御冲刷以及磨损的能力较强。第三,传热性能以及抵御结垢的能力强;第四,防腐蚀性能良好,对含有硫离子以及氯离子的溶液具有很好的抗腐蚀能力。
空气冷却器的结构设计情况和制造工艺对其抗腐蚀性能具有较大的影响,必须合理的开展结构设计工作,以充分发挥材料的抗腐蚀能力,保证设备处于一个极好的使用状态。在制造过程中,做好焊接质量控制。焊缝组织状态受到焊接方案的影响,焊缝组织形态不同,对介质所发挥的防腐蚀作用也有所不同,在制造过程中应该合理选取。如果选择不合理,极有可能影响焊接质量,以及焊缝的防腐蚀能力。依据产品的状况和材质选择适合的焊接参数。焊接参数的选择应该按照焊接工艺评定的标准执行,保证焊缝质量,焊接之前做好清理工作,合理预热,保证层间温度的合理性,进行必要的焊缝热处理。无论设备材质为普通碳钢、还是不锈钢、铬钼钢,如果焊接操作不合理,参数调整的不正确,都有可能由于焊接应力而导致设备受到腐蚀性损坏。所以,在焊接之后,需要进行必要的焊后热处理以消除焊接应力。就普通碳钢和合金钢来说,在湿硫化氢环境中运行时,必须进行消除应力的焊后热处理,保证焊缝、热影响区以及母材的硬度满足要求。
综上所述做好空气冷却器的防腐蚀工作,对于保证设备的正常运转,延长使用寿命有着积极的意义。制造厂需要从设备的材质选择、表面处理以及生产制造等多个环节,进行防腐蚀处理,使设备具有较强的抗腐蚀能力。
©东营天威防腐工程有限公司 备案号:鲁ICP备07500121号 ![]() 鲁公网安备 37050202370996号 网站建设:东营远见网络公司
鲁公网安备 37050202370996号 网站建设:东营远见网络公司