发布时间:2021-05-31
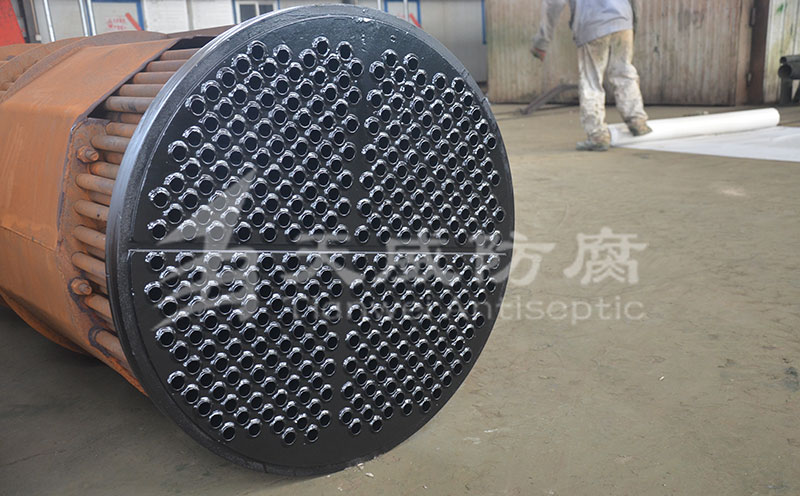
1、管内喷砂后表面发暗——肉眼观察,喷砂应呈亮色。
(1)单管喷砂时间过短,残留油锈。英调整延长喷射时间。
(2)砂子过分潮湿。应为干燥洁净。
(3)压短空气油、水分离不好。应调整改善空气油、水分离器效果。
2、化学清洗后残留油、锈斑——肉眼观察,应为金属本色即银灰色。
(1)清洗前应手工或机械预除过厚的油锈。
(2)洗液宜呈流动态,加泵循环。
(3)加大水冲洗压力,有条件时配泵。
(4)及时检查清除洗液中的污物。
3、漏涂
涂毕工件表面(尤其管内)应呈亮色,漏涂部位暗色无光。
空漆角度偏小:漆液粘度偏大。
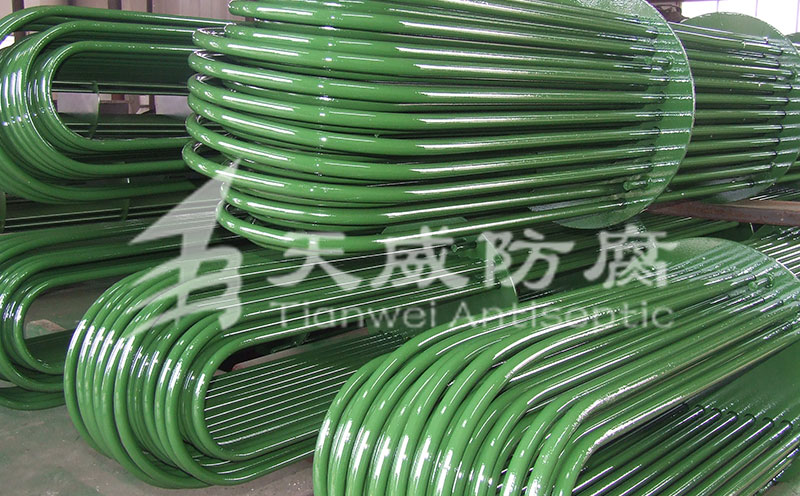
5、折流板附近管外漏涂。
工件倾角过大,宜小倾角大流量。
6、滴坠
漆液粘度偏低;
环境干燥气温高。
7、漆膜过薄
粘度偏低;
工作温度偏高 应<40℃
环境温度过低 宜15—25℃
环境相对温度高 宜<80%
8、干膜粗糙无光
涂料变质,出现重新聚集的固料颗粒;
涂料多次循环使用组分变化基料偏低;
涂料中机械杂质过多;
烘干初始升温太快(应≯40℃/小时)形成针孔;
烘干温度偏高;
涂装表干环境粉尘太多;
烘炉内粉尘太多。
9、干膜整体脱落
表面处理不合格(残留油、锈、钝化膜被批坏或附着杂质太多等);
涂料质量不合格,附着力过低;
10、底面漆间层脱落
面漆质量差,附着力过低。
11、干膜针孔
表干不良,烘干升温过快;
漆中机械杂质多;
工件距远红外板太近。
©东营天威防腐工程有限公司 备案号:鲁ICP备07500121号 ![]() 鲁公网安备 37050202370996号 网站建设:东营远见网络公司
鲁公网安备 37050202370996号 网站建设:东营远见网络公司